
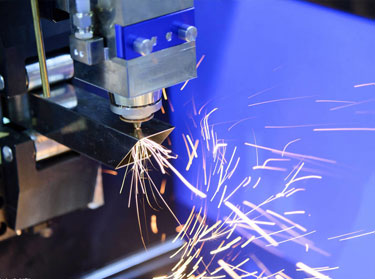
Laser cutting is to use a focusing mirror to focus the laser beam on the surface of the material to melt the material, and at the same time use the compressed gas coaxial with the laser beam to blow away the melted material, and make the laser beam and the material move relative to each other along a certain track, thus forming Cut seams of a certain shape.
Feiyue laser cutting has the advantages of high precision, high speed, flexible processing, etc., and has become the development direction of sheet metal processing technology.

Application industry:Chassis cabinets, home appliances, kitchenware, lamps, electronic and electrical products, hardware products, instrumentation, precision machinery, steel structures, elevator manufacturing, advertising, handicrafts, packaging, environmental protection equipment and other machinery manufacturing and processing industries.
- The sheet metal processing laser cutting machine uses CNC control software, which can be compatible with NC file, DXF, PLT, AI and other format drawing software, and draw any plane image on the computer.
- Friendly interface, man-machine dialogue, simple, convenient, fast, easy to learn and understand.
For 80.5mm-86mm thick plates. Most thermal cutting techniques must make a small hole in the board. In the laser punching compound machine, a hole is first punched out with a punch. Then use the laser to start cutting from the small hole. For laser cutting machines without a punching device, the basic method of pulse perforation is generally used-pulse perforation: the initial absorption rate of the 10.6urn laser beam by metal is only 0.5 to 10%. When a focused laser beam with a power density exceeding 106W/cm2 irradiates the metal surface. But it can quickly melt the surface in microseconds. Air or nitrogen is commonly used as auxiliary gas, and each pulse laser only produces small particle jets. Gradually, it takes a few seconds to penetrate the thick plate. Once the perforation is completed, immediately change the auxiliary gas to oxygen for cutting.
When the power density of the incident laser beam exceeds a certain value. The inside of the material starts to evaporate at the point where the beam is irradiated, forming holes. It will act as a black body to absorb all the incident beam energy. The pores are surrounded by molten material. then. The auxiliary airflow coaxial with the beam takes away the molten material around the hole.
As the workpiece moves, the small hole moves synchronously in the cutting direction to form a slit. Nitrogen gas is generally used for cutting gas.
Melting and cutting generally use inert gas, if replaced by oxygen or other active gas. The material undergoes a fierce chemical reaction with oxygen under the irradiation of the laser beam to generate another heat source, which is called oxidative melting and cutting. Cutting gas generally uses oxygen
When laser cutting steel. The oxygen and the focused laser beam are shot through the nozzle to the material to be cut. Thereby forming an air stream. The basic requirement for the air flow is that the air flow entering the incision should be large and the speed should be high, so that there is enough oxidation to make the incision material fully carry out the exothermic reaction, and at the same time, there is enough momentum to spray the molten material out. At present, the nozzle used for laser cutting adopts a structure with a tapered hole and a small round hole at the end. When in use, a certain pressure is introduced from the side of the nozzle. The material is pure copper, the volume is small, and it is a vulnerable part.
Looking For Powerful Laser Cutting Machine?
Choose Feiyue,Choose Core Advantages
More Than 40 Independent Research Development Patents